- +91-9811334039 / +91-7821997826
- H. No. 6/1, Khasra No. 11/22/2, Block-D Yadav Nagar Delhi-110042
- Call Now
-
Address
H. No. 6/1, Khasra No. 11/22/2, Block-D Yadav Nagar Delhi-110042
Conveyor Belt Manufacturers in Delhi
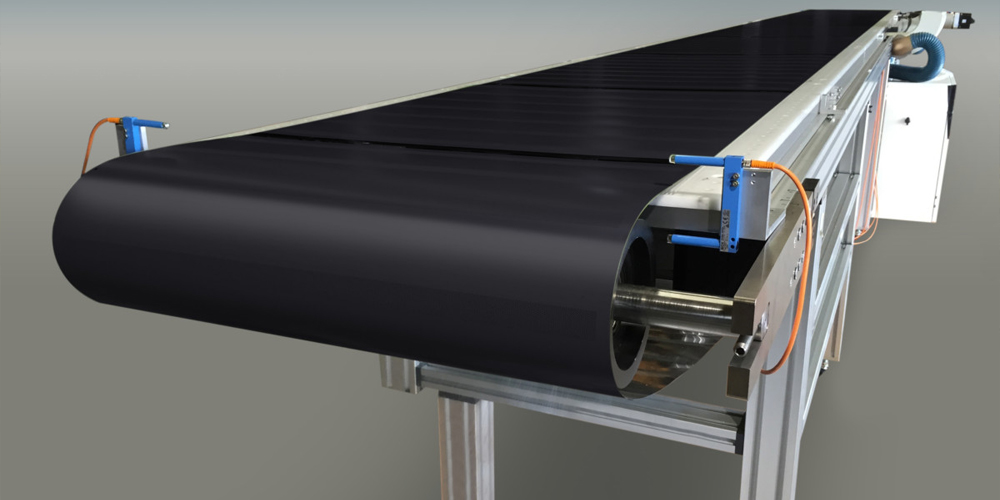
Service Overview
We are a leading manufacturer and supplier of high-quality Conveyor Belts, committed to delivering reliable and efficient material handling solutions across various industries. With years of industry expertise and advanced manufacturing capabilities, we offer a wide range of conveyor belts that cater to the needs of sectors such as mining, packaging, food processing, agriculture, cement, pharmaceuticals, and logistics.
Our conveyor belts are designed using premium-grade raw materials and advanced technology to ensure durability, high tensile strength, and resistance to wear and tear. Whether it's heat-resistant, oil-resistant, flame-retardant, or general-purpose belts, we have solutions tailored to meet specific operational requirements.
As a customer-focused company, we prioritize product quality, prompt delivery, and after-sales support to ensure complete customer satisfaction. Our team of skilled professionals works closely with clients to understand their requirements and provide customized solutions that enhance productivity and reduce downtime.